
![]()
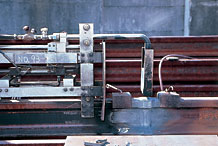
 (右写真:緊張機デジプレッシャー)洗浄された2本のレール両端部を突き合わせ、これに横方向に圧縮力を加えながら接合部を酸素・アセチレン炎により加熱して軟化させ、加圧しながら接合する方法です。
(右写真:緊張機デジプレッシャー)洗浄された2本のレール両端部を突き合わせ、これに横方向に圧縮力を加えながら接合部を酸素・アセチレン炎により加熱して軟化させ、加圧しながら接合する方法です。
また、緊張ガス圧接ではレール緊張機とガス圧接機を連動させてコンピューターにより軌道上のレール軸力を制御して、レール設定替えを不要にした施工方法です。新幹線、在来線にておおいに活用されています。
![]()
1. 溶接継手品質が優れています。
レール加熱温度を1200℃~1300℃の抑えて接合するため、接合部の強度が母材レールに極めて近く強い特性があります。
2. 1次~3次溶接まで広く適用できます。
使用機材が比較的簡易で、機動性に富むことから、1次溶接、2次溶接及び3次溶接まで幅広く応用することができます。
3. 低コスト・短時間で施工できます。
1口あたりの材料費が安く、且つ溶接時間も短い利点があります。
※熱処理レール(HH340レール、HH370レール)の場合、圧接後再加熱しその部分に衝風冷却を施します。
![]()
・基地溶接(1次)
・現地配列溶接(2次)
・軌道上ガス圧接・緊張ガス圧接(3次)